
WC(超硬)コーティング
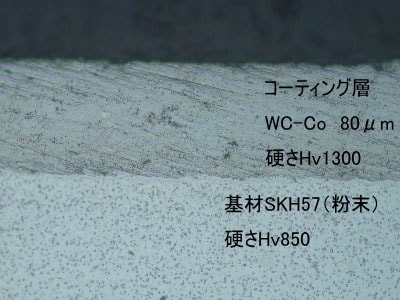
下の写真のようにバインダーがなく基材にWC(超硬)を固溶拡散させることで、境界面が科学的な結合をさせる新しい表面改質を開発しました。
超硬部分の処理層の厚さは目的により10~400μmにコントロール可能であり、従来のPVD、CVD処理層より厚く、浸炭、窒化処理層とほぼ同等であり、化学的結合をさせているので密着強度も良好です。
処理層の厚さはHv1100から1500の高硬度が得られ、写真のコーティング層のように組織をナノ化することで、耐摩耗性と共に耐食性にも優れた皮膜が形成します。基材は一般的にSKH材を使用しており、焼入れ焼戻し処理によりHRc62以上の硬さにします。
従来の超硬一体物やロー付け品と比較しても非常に優れており、寿命向上やコストダウン等、非常に良好な成績が期待できます。
炭化物微細化技術
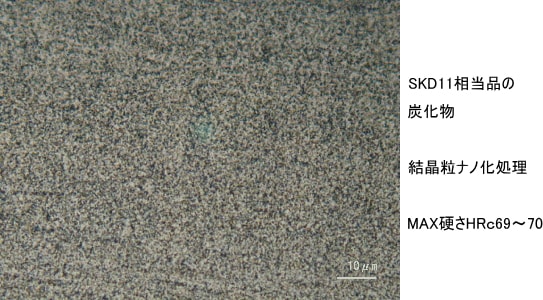
切削工具など各種の刃物は、耐摩耗性を増すために高い硬さが必要ですので、通常は高炭素・高合金材料のSKD11などの冷間ダイス鋼やハイス(高速度工具鋼)が使用されますが、その炭化物が刃先の先端にあると、微小な割れ・欠け・剥離が発生して寿命が短くなるケースが多々あります。
(株)AMCの特殊表面改質加工によって写真のようにSKD11の巨大炭化物や結晶粒を100ナノメーター(0.1マイクロメーター)以下に微細化し、均一に分散させることにより、靭性や疲労強度が改善するので、割れ・欠け・剥離が少なくなります。また耐食性なども向上し寿命が延びます。
この結晶粒や組織の微細化をすれば、刃先の先端を非常に鋭利にすることが可能なために、炭化物を多く含む材質であっても、切れ味の良い刃物材として使用することが出来ます。
その他の技術
(株)AMCでは、組織を微細化する技術により、鋭利な刃先を持つ刃物の研究開発や窒化処理した表面部分に生じやすいカモメマークが出ないための材料研究などを行っています。 工具の耐摩耗性や寿命改善でお困りのことがあればお問い合わせ下さい。
お願い
加工機械の形状や部位によって、改質加工が出来ない場合があります。
ご検討の際は無料でご相談をお受けいたしますので、予めお問い合わせ頂きます様お願い致します。
