

- WC Coating Technology
- Microstructural Refinement Technology
- Other Technologies
- WC Cladding Technology

R&D
Microstructural Refinement of Tool Steel
Tool steels are indispensable materials in various industrial fields, and are used for cutting tools, dies, molds, and so on. Tool steels have been developed through the addition of large amounts of alloying elements in order to disperse many carbide particles in iron based matrix. However, the improvement of mechanical properties, such as hardness, by the compositional modification has become limited. Furthermore, the amount of alloying elements should be reduced because of resources savings, cost reduction, and recyclability requirements.
The matrix grains and carbide particles of D2 were significantly refined by "laser hybrid forging". The microstructure and microhardness were evaluated by observations of the grain size and phase of the matrix, and the size and dispersion of the carbide particles. The obtained results can be summarized as follows.
- The nanometer-sized microstructure consists of a fine carbide (particle size: ~100 nm) and matrix (grain size: ~200 nm) as fabricated by laser hybrid forging.
- The carbide is the M7C3 type for the treated D2.
- The microstructural constituent of the treated D2 is martensite and the retained austenite.
- The nanostructured D2 has an extremely high hardness of about 900 HV even with its relatively high amount of retained austenite.
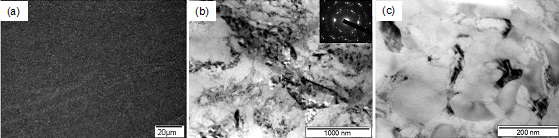
Figure Microstructure of the D2 treated by laser hybrid forging. (a) OM image, (b) TEM image, and (C) enlarged image of (b).
Cemented Carbide Coating
- 1. Modification of thermal sprayed layer
-
The thermally sprayed cemented carbide layer was successfully modified using new diffusion bonding technique. The defects in the cemented carbide layer disappeared and the hardness of the cemented carbide layer increased to ~2000 HV, which was about 1.5 times higher than that of the as-sprayed cemented carbide layer. Additionally, the cemented carbide layer was bonded to the SKD61 substrate by diffusion of the metallic elements.
Figure Microhardness horizontal profiles of the cross-section of the as-sprayed and the treated WC-CrC-Ni layer.
- 2. Laser cladding
-
Sound cemented carbide clad layer was successfully formed by the optimization of the laser cladding process condition. The powder was clad by laser cladding equipment consisting of a coaxial cladding head, a diode laser system, and a powder feeder. The position of the cladding head was controlled by a robotic arm.
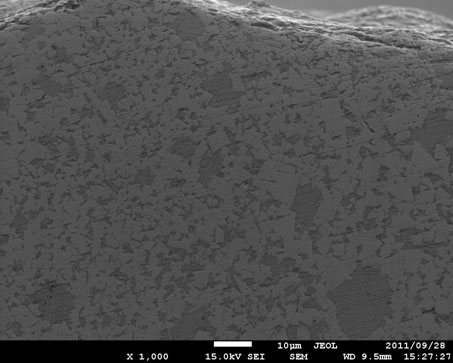
Figure Appearance of cemented carbide clad layer.
New Nitriding for Cold Work Tool Steel
"Laser hybrid forging" was used as a pretreatment for the nitriding to refine the microstructure of D2. The diffusion zone of the nitrided case on the D2 plate contained thick brittle boundary lines consisting of segregated nitride particles. On the other hand, the microstructure of the diffusion zone was very uniform and the thick brittle boundary lines disappeared as a result of the laser hybrid forging before the nitriding process.
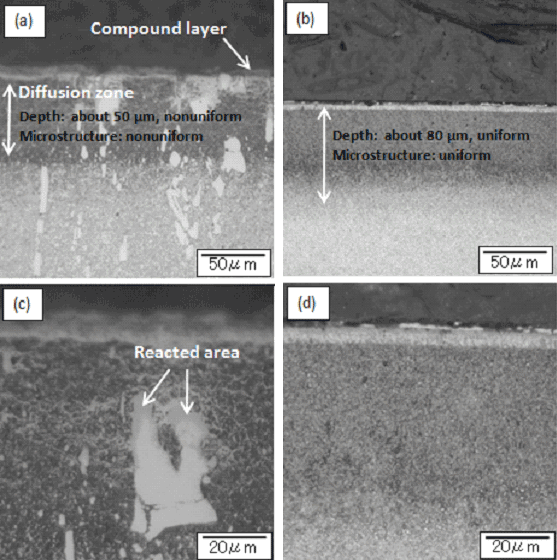
Figure OM images of the cross section of the nitrided D2 samples. (a) and (c): as-received D2, and (b) and (d): pretreated D2